

產品簡介
探頭配置
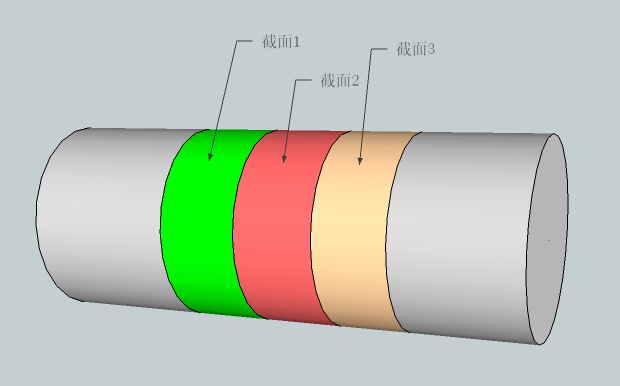
1、主軸截面1上的探頭配置
截面1上共放置2個探頭調節架,相隔180°,每個調節架上配置一個2通道組合的超聲線聚焦探頭,順時針方向橫波入射
檢測缺陷:順時針方向檢測圓鋼皮下缺陷
中心頻率:5.0MHz±10%
耦合方式:水浸法
數量:2組探頭,每組包含一個2組合晶片,這2組探頭平均分布在工件的圓周方向,間隔180°,處在同一個截面上。共4個獨立通道。
2、主軸截面2上的探頭配置
截面2上共放置2個探頭調節架,各相隔180°,每個調節架上配置一個2通道組合的超聲線聚焦探頭,縱波入射
檢測缺陷:鋼棒內部冶金缺陷,
檢測范圍:中心橫通孔。
中心頻率:5.0MHz±10%
耦合方式:水浸法
數量: 2組探頭,每組包含一個2組合晶片,這2組探頭平均分布在工件的圓周方向,間隔180°,處在同一個截面上共4個獨立通道。
3、主軸截面3上的探頭配置
截面3上共放置2個探頭調節架,各相隔180°,每個調節架上配置一個2通道組合的超聲線聚焦探頭,逆時針方向橫波入射
檢測缺陷:逆時針方向檢測圓鋼皮下缺陷
中心頻率:5.0MHz±10%
耦合方式:水浸法
數量: 2組探頭,每組包含一個2組合晶片,這2組探頭平均分布在工件的圓周方向,間隔180°,處在同一個截面上共4個獨立通道。
1、主軸截面1上的探頭配置
截面1上共放置2個探頭調節架,相隔180°,每個調節架上配置一個2通道組合的超聲線聚焦探頭,順時針方向橫波入射
檢測缺陷:順時針方向檢測圓鋼皮下缺陷
中心頻率:5.0MHz±10%
耦合方式:水浸法
數量:2組探頭,每組包含一個2組合晶片,這2組探頭平均分布在工件的圓周方向,間隔180°,處在同一個截面上。共4個獨立通道。
2、主軸截面2上的探頭配置
截面2上共放置2個探頭調節架,各相隔180°,每個調節架上配置一個2通道組合的超聲線聚焦探頭,縱波入射
檢測缺陷:鋼棒內部冶金缺陷,
檢測范圍:中心橫通孔。
中心頻率:5.0MHz±10%
耦合方式:水浸法
數量: 2組探頭,每組包含一個2組合晶片,這2組探頭平均分布在工件的圓周方向,間隔180°,處在同一個截面上共4個獨立通道。
3、主軸截面3上的探頭配置
截面3上共放置2個探頭調節架,各相隔180°,每個調節架上配置一個2通道組合的超聲線聚焦探頭,逆時針方向橫波入射
檢測缺陷:逆時針方向檢測圓鋼皮下缺陷
中心頻率:5.0MHz±10%
耦合方式:水浸法
數量: 2組探頭,每組包含一個2組合晶片,這2組探頭平均分布在工件的圓周方向,間隔180°,處在同一個截面上共4個獨立通道。
缺陷檢測標準
GB/T4162-2008 鍛軋鋼棒超聲檢測方法
產品參數
|
通道數 |
12通道 |
|
探傷速度 |
30m/min |
|
增益總量 |
100dB,步進0.5dB |
| 工作方式 |
單探頭發射、接收或雙探頭分別發射、接收 |
|
靈敏度余量 |
≥50dB |
|
分辨率 |
≥26dB |
|
動態范圍 |
≥30dB |
|
掃描范圍 |
0~5000mm |
|
頻率范圍 |
0.5~20MHz |
|
采樣范圍 |
250MHz |
|
重復頻率 |
單通道100Hz~4KHz可調 |
|
垂直線性 |
≤2% |
|
水平線性 |
≤1% |
|
檢波方式 |
全波 、正半波、負半波 |
|
閘門設置 |
每通道設置3個閘門,A、B為缺陷閘門,C為界面跟蹤閘門 |
|
報警指示 |
每通道A、B、C閘門報警顏色顯示及聲音報警 |
|
延時報警 |
分兩路,延時時間0.1~10S,步進0.1S |
|
波形存貯,數量無限制,可進行波形回放、打印和報告生成 |

